齿轮作为工业设备的重要组成部件,随着现代加工工艺的发展,其加工精度要求也在不断提高。高精密齿轮的加工质量,直接影响了工业设备的工作性能。
滚齿加工的方式具有适应性强、加工效率高等优势,近年来广泛应用在工业设备中高精密齿轮加工过程中。
在实际加工过程中,轴运动、夹具、齿轮加工刀具等都存在引发加工误差的因素。通常情况下,需要采用误差预防和误差补偿两种方法,提升齿轮加工精度。但是,高精密齿轮制作过程中,目前的误差预防策略难以发挥较好的应用效果。因此,很多学者开始针对误差补偿技术进行研究。
在以修正量为基础进行高精密齿轮加工误差补偿时,主要依托于无偏估计法进行计算,使得补偿处理后齿形法向偏差依旧较大。为此,提出工业设备中高精密齿轮加工误差补偿技术。
首先深入分析工业设备中高精密齿轮加工模式,建立齿轮加工模型。然后采用离散化分析方法对比理论齿面与实际齿面,测量齿面加工存在的误差。*后建立关联函数,描述机床调整参数和齿形偏差之间联系,生成齿形误差敏感系数矩阵,与比例修正参数相结合计算修正量,再通过数控程序实现加工误差补偿。
实验结果表明:补偿前左、右齿形*大法向偏差分别为 23. 7 μm 和 4. 8 μm,补偿后齿形的*大法向偏差均小于 0. 1μm,表明所提技术可提升齿轮加工精度。
文献针对加工后的实际齿轮进行测量,在回转中心和芯轴中心完全重合状态下,明确齿轮存在的同向误差和反向误差。依据芯轴径向跳动误差计算修正值,实现齿轮加工误差补偿,但该方法应用后齿轮的齿形法向偏差依旧较大。
文献以齿轮加工过程中工件与刀具的相对运动关系为基础,结合啮合原理生成齿面模型。对比实际齿面与理论齿面,建立几何加工误差控制模型。分析加工参数敏感性,选取高敏感性的加工参数,计算误差补偿变量。运用*小二乘法描述误差补偿问题,再结合改进 L-M 算法实现误差补偿,但该方法计算复杂度较高。
文献以机床热变形误差为核心,通过直接测量和间接测量两种方式,了解滚齿轮加工刀具与工件主轴的运动关系,构建变形误差模型,并以此为基础提出变形误差补偿策略,但该方法操作繁琐且成本较高。
以解决提出误差补偿技术的不足之处为目标,将高精密齿轮作为主要研究对象,提出一种新的加工误差补偿技术。相比传统的无偏估计计算方法,提出的补偿技术运用了敏感系数矩阵计算修正参数,得出更加**的修正量。根据验证结果可以看出,所提出的误差补偿技术应用后,齿形法向偏差得到大幅度降低,确保齿轮加工精密满足工业加工需求。
01
工业设备中高精密齿轮加工误差补偿技术
建立高精密齿轮加工模型
刀具切削是高精密齿轮加工的主要环节,为满足齿轮切削要求,机床运动轴主要包括六个重要组成部分,分别是切削运动轴 B、分齿运动轴 C、轴线走刀运动轴 Z、径向走刀运动轴 X、切向走刀运动轴 Y、滚刀角度调整轴 A。在伺服电机的驱动作用下,齿轮加工机床的各个运动轴同时开始工作,高齿轮加工具体原理如图1所示。
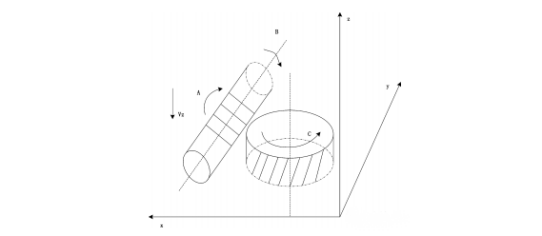
图 1 高精密齿轮加工原理示意图
图 1 描述了工业设备中高精密齿轮加工原理,也属于滚齿加工模式。其中,Z 轴和 B、C、Y 三个轴之间存在联动性,可实现高精密齿轮加工过程中的展成运动、轴向差动补偿运动和切向补偿运动,也正是通过这三项运动,将不同运动轴之间的耦合关系描述为:
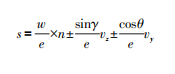
公式中,s 表示高精密齿轮加工工作台转速,w 表示滚刀数量,e 表示齿轮齿数,n 表示滚刀转速,γ 表示齿轮加工螺旋角,θ 表示滚刀架安装角,v 表示进给速度,z 表示齿轮轴向,y 表示齿轮切向,vz 表示轴向进给速度,vy 表示切向进给速度,sin 表示正弦函数,cos 表示余弦函数。
通过公式描述了工业滚刀加工设备与待加工齿轮之间的关系,结合二者相关参数获取高精密齿轮加工啮合比,明确正常状态下高精密齿轮加工运动。
测量齿轮齿面离散化误差
由于工业设备中高精度齿轮的齿面空间具有复杂性,为了便于分析齿轮的齿形误差,文中运用离散化分析理念比较理论齿面与实际加工齿面,通过二者之间的差异获取齿形误差值。针对加工后的高精度齿面进行旋转投影,运用网格规划的方法建立投影网格,明确高精度齿轮的齿面形状以及齿面离散点分布情况,具体如图 2 所示。以齿轮设计交叉点为原点建立坐标系,在齿坯参数、网格收缩量的共同作用下,明确各离散点的坐标。
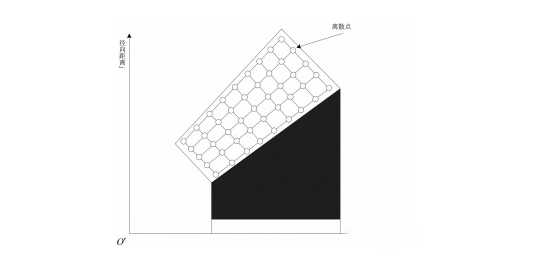
图 2 齿面离散点示意图
设置图 2 中 i 轴为齿轮轴线,则齿面上方离散点到齿轮轴线之间的距离以及离散点到坐标原点的距离,分别表示为:
公式中,α 表示离散点到齿轮轴线的距离,也是摇台角相位角函数,β 表示离散点到坐标原点的距离,也是刀盘相位角函数,r 表示理论齿面离散点径矢,p 表示齿轮轴线。
明确离散点坐标值后,采用二元迭代法计算对应点在理论齿面的径矢和法矢,再将图 2 所示的坐标系转换为齿轮测量中心坐标系,依据离散点间坐标可以直接描述齿形误差。齿轮测量中心坐标系是以位于齿面中心的离散点为参考,设置该点的加工误差为 0。设置测头从离散点的法矢方向向实际齿面移动,再进行数据处理,获取齿形误差值。设置拓扑平面为参考点所在的平面,并设置切点为坐标原点,根据齿形误差值生成可以描述加工误差的误差曲面。
计算加工误差补偿修正量
在高精度齿轮加工之前,确保加工机床的安装参数在合理范围内,再以齿轮齿面离散化误差测量结果为基础,设计以敏感系数矩阵为核心的误差补偿参数计算方法。
考虑到高精度齿轮加工后,齿形上方任意一点的误差是多项机床调整参数引起误差的总体表现,也就是说,各项微小误差产生的变动量相加形成齿面法向误差。因此,将理论齿面法向误差描述为:
公式中,t 表示理论齿面表达式,δ 表示法向误差,u 表示齿面的曲线参变数,ϑ 表示螺旋参数,h 表示齿轮加工机床,H 表示加工机床总项数,ω 表示机床调整参数的微小变化量。
考虑到曲线参变数向量和螺旋参数向量,均与齿面法矢呈现出垂直关系,则法向误差可描述为以下公式:
公式中,ζ 表示齿面数据点的法向矢量。在此基础上,建立齿形法向误差矩阵:

公式中,c 表示齿面数据点,ε 表示齿面数据点总数,L 表示机床调整参数变化的敏感系数矩阵。
得出敏感系数矩阵,将其看作初始变换矩阵。提取敏感度较高的机床调整参数,作为加工误差补偿的重要对象,计算加工误差补偿参数。
结合法向误差测量矩阵点和敏感系数矩阵,在*小二乘分析方法的作用下,计算机床参数修正量。机床调整参数实际修正过程中,为确保加工误差补偿效果较好,且不影响齿轮加工操作。文中依托于比例修正参数计算方法,引入 SGM 加工思想,针对主要齿轮加工机床调整参数,设置对应的修正比例参数,分别负责修正齿形螺旋角、齿形齿长曲率、齿形齿廓曲率以及齿形短程挠率。其中,径向刀位改变量和角向刀位改变量,在每种比例修正参数中都属于不可或缺的内容。
上述提出的 4 种比例修正参数,分别对应高精度齿轮加工补偿误差所涉及的主要调整参数,将其与敏感系数矩阵相结合,可针对齿形误差测量结果计算出*优修正值。需要注意的是,比例修正参数设置过程中,并未涉及压力角误差,这是因为磨齿机砂轮切削刃的压力角的改变,会对刀具压力角产生直接影响,从而间接达到补偿齿形压力角误差的目的。
针对正常状态下,高精度齿轮加工机床调整参数进行分析,可明确离散点在理论齿面上对应的径矢、法矢。也就是说,根据敏感系数矩阵和比例修正系数对机床调整参数进行修正后,建立加工误差补偿后的齿面方程。采用*优化计算方法,针对理论齿面各离散点求取*佳齿形误差,并对上文设置的 4 种比例修正参数,分别给定合理的改变倍数,更好地补偿齿形误差值,保证工业设备中高精度齿轮的理论齿面和实际齿面保持一致。
实现数控在机误差补偿
文中以修正量计算结果为基础,设计基于数控程序的补偿方法,对机床安装参数进行快速修正,实现齿轮加工误差补偿。文中应用以数控程序为基础的齿轮加工误差补偿方法,不需要更改加工机床的硬件设备,保证了误差补偿的灵活性。以 NC 程序编程模块为核心,编写数控加工补偿 NC 代码,再将其传递至高精度齿轮加工系统,实现数控在机误差补偿,该补偿方法具体实现模式如图 3 所示。
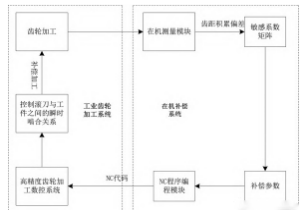
图 3 齿轮加工误差在机补偿模式
图 3 所示的齿轮加工误差在机补偿模式运行后,累积偏差修正量主要通过三种方法,分别为滚刀转速的改变、回转工作台转速的改变和滚刀轴向运动的改变。文中综合上述三种补偿方式,在工业设备中高精度齿轮加工误差补偿目标的同时,不影响加工机床的正常啮合行为。
在机补偿系统实践操作过程中,需要先根据工作台与滚刀轴之间的啮合运用模式,了解高精度齿轮加工的整体数控代码,根据加工误差补偿修正量计算结果,通过 NC 程序编程模块,得到补偿 NC 代码。在离散化处理后的齿轮加工过程中,插入加工补偿函数,并将 NC 程序输入结果传递给加工数控系统,完成齿轮加工误差补偿。
02
应用分析
文中以减少工业设备中高精度齿轮加工误差为目的提出一种新的误差补偿技术,为了验证该技术的实际应用效果,特进行应用分析。
应用准备
本次实验以内齿圆柱直齿轮为研究对象,针对该齿轮加工过程进行分析,得出表 1 所示的工件和机床调整参数,作为误差补偿技术应用效果分析的基础。
表 1 工件和机床调整参数
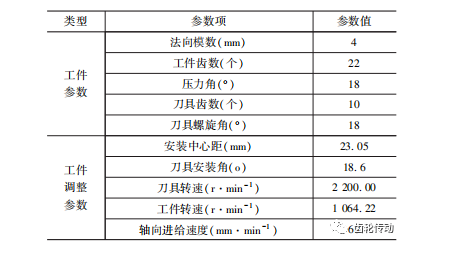
为便于分析文中提出技术的误差补偿效果,采用人为给定误差扰动的方式,将中心距误差、角度误差和运动精度误差分别描述为+0. 5 mm、+0. 2°和+2. 5 r/ min。在此条件下进行工业设备中高精度齿轮加工,并针对加工后的齿轮进行测量,现场测量情况如图 4 所示。

图 4 齿轮齿形测量示意图
将高精度齿轮的中心点表示为 0 mm,左侧齿形描述为负数,右侧齿形表示为正数齿形宽度。则可得到这些误差综合影响之下的齿形测量结果,如图 5 所示。
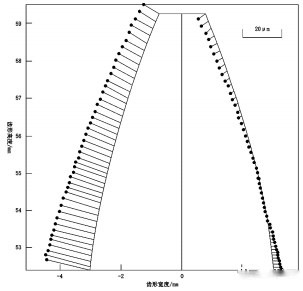
图 5 误差综合影响下齿形测量结果
根据图 5 可知,正常加工状态下,左侧齿形的*大法向偏差为 23. 7μm,而右侧齿轮所呈现出的*大法向偏差为 4. 8μm。在上述准备条件下,应用文中提出的误差补偿技术进行齿轮加工误差补偿,再对比补偿后齿形测量结果,明确所提技术的可行性。
计算修正量
按照文中研究内容,以敏感系数矩阵法为基础,进行加工误差补偿分析,得出机床调整参数修正量,与原始机床调整参数相结合,获取修正后参数值如表 2 所示。
表 2 修正后机床调整参数
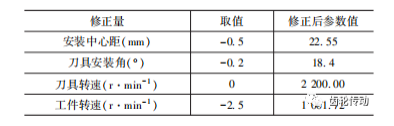
从表 2 可以看出,通过敏感系数矩阵求解出的机床调整参数修正量,与人为给定误差扰动相符,表明修正量计算结果真实,将其输入数控系统内,实现高精度齿轮加工误差补偿。
误差补偿结果分析
运用修正后的齿轮加工机床,再次进行内齿圆柱直齿轮加工,对加工后齿轮进行现场测量,得到图 6 所示的齿形测量结果。
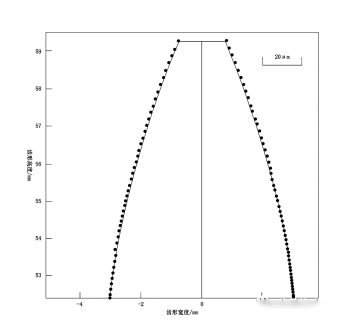
图 6 加工误差补偿后齿形测量结果
为更加直观地描述所提误差补偿技术的应用效果,分别计算补偿前齿轮齿形法向偏差和补偿后齿轮齿形法向偏差,得到结果如图 7 所示。
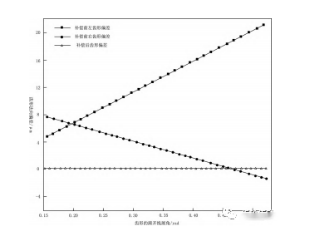
图 7 加工误差补偿前后齿形法向偏差对比图
根据图 7 所示的补偿前后齿形法向偏差对比结果可知,补偿前齿形的左侧齿形法向偏差呈现出不断上升的趋势,右侧齿形法向偏差呈现出下降趋势,但并未保持在误差为 0 μm 的状态。而应用文中所提技术进行机床参数修正后,齿轮加工误差得到补偿,补偿后左、右齿形的*大法向偏差,均小于 0. 1 μm。对比修正前齿形法 向偏差可以看出,文中提出误差补偿技术具有极佳的修正效果,确保高精度齿轮加工精度保持在合理范围内。
03
结束语
文中围绕工业设备中齿轮加工误差进行研究,提出一种新的误差补偿技术,确保齿轮加工精度满足高精度要求。从齿轮加工原理入手,对加工产生的误差深入测量和分析,运用敏感系数矩阵计算出*优修正参数,再通过在机补偿技术,在数控系统的作用下,实现加工误差补偿。从实验验证结果来看,文中提出的补偿技术具有可行性,可实现齿形法向偏差的大幅度降低,保证齿轮加工精度满足要求。
-

2026-06-19
-

2026-05-30
-
2026-03-20
-

2026-02-09
周六、周日:9:00—18:00
邮箱:dongerdao@163.com
联系负责人:余先生
TEL:138-7165-8808
财务联系人: 杨女士 TEL:187-2715-0132
行政助理: 邱女士 TEL:139-9572-4766法务律师:张律师(汉襄律所)
TEL:159-7112-6379
地址:湖北省襄阳市樊城高新产业开发区日产工业园上海路3号楼
品牌授权