如何选择螺纹车削刀片和刀垫

选择*适合您应用的螺纹车削刀片时,需要考虑刀片类型、牙侧/径向间隙和刀片槽型。这些因素都会对切屑控制、刀片磨损、刀具寿命和螺纹质量产生影响。
如何选择刀片类型
车削螺纹时,有3种主要类型的刀片可供选择:全牙型、V牙型和多牙型刀片。每种类型都有其优点和缺点。
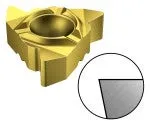
全牙型刀片
全牙型刀片是*常见的刀片类型。它用于切削完整的螺纹牙型,包括牙顶。
优点
·确保螺纹所需的正确深度、牙底和牙顶
·无需对螺纹牙型去毛刺
·刀尖半径更大,因此所需的走刀次数要小于V牙型刀片
·确保高效螺纹加工性能。
缺点
·每种螺距和牙型分别需要一种刀片。
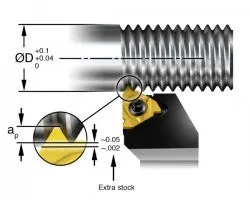
注意!应在工件上留出0.05-0.07 mm (0.002-0.003英寸) 的额外余量/材料,从而保证*后螺纹加工的时候能修到牙顶。
V型刀片

V牙型刀片不会加工螺纹牙顶。因此,在进行螺纹加工之前,必须先将螺钉外径和螺母内径车削至正确的直径。
优点
·灵活性高;同一种刀片可用于加工多种不同的螺距,条件是螺纹牙型角 (60°或55°) 和半径相同
·仅需*少刀具库存
缺点
·刀片刀尖半径较小,因此缩短了刀具寿命
·可能有毛刺形成问题
多刃刀片
多牙型刀片与全牙型刀片类似,只是具有多条切削刃 (NT > 1)。双刃刀片可使生产率翻倍,三刃刀片可将生产率提高至3倍,以此类推。
优点
·所需的走刀次数减少,因此延长了刀具寿命,提高了生产率并降低了刀具成本
缺点
·切削刃更长的接触长度导致切削力增加,因此需要在稳定工况下工作
·需要在*后一圈螺纹后面留出足够的空间,以使刀片的*后一个齿通过,从而加工出全螺纹深度

如何选择刀片槽型
进行螺纹车削时,选择正确的刀片槽型非常重要。槽形会对切屑控制、刀片磨损、螺纹质量和刀具寿命产生影响。
平面槽型

·通用,可用于大多数材料
·ER刃口可确保刃口强度
锋利的槽型
·适用于粘性材料或加工硬化材料,例如低碳钢、不锈钢、有色金属材料和超合金
·锋利的切削刃可确保低切削力和良好的表面质量
断屑槽型

·适用于长切屑材料,例如低碳材料。也可用于不锈钢、合金钢和有色金属材料
·能够实现更连续的无人加工的切屑成形槽型
·不能与径向进刀搭配使用
刀片后角
刀片与螺纹之间的角形间隙是确保精密、**的螺纹车削的必要条件。该间隙有两种类型:径向间隙 (ALP) 和牙侧间隙 (ALF)。

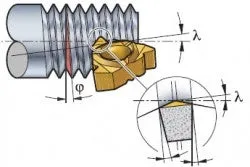
牙侧间隙
刀片侧面与螺纹牙侧之间的切削刃间隙是确保刀具均匀磨损以及稳定的高质量螺纹的必要条件。因此,刀片应倾斜,以与牙侧之间保持*大对称间隙 (牙侧间隙角),并获得正确的螺纹牙型。刀片倾斜角应与螺纹的螺旋升角相同。
刀垫选择
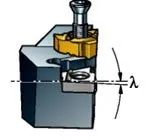
刀片刀垫用于赋予刀片不同的倾斜度,从而使刀片刃倾角 (λ) 与螺纹的螺旋升角相等。有关如何选择正确刀片刀垫的方法,参见下表。
·许多刀柄中的标准刀垫为1°,这是*常见的刃倾角
·使用右手型刀具车削左旋螺纹以及使用左手型刀具车削右旋螺纹时,需要使用负刃倾角刀垫
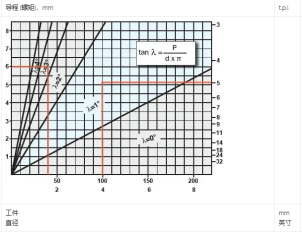
示例:
螺距 = 6 mm,工件直径 = 40 mm:需要3°刀垫
螺距 = 5 t.p.i.,工件直径 = 4英寸:需要1°刀垫
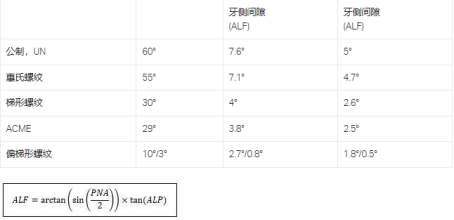
具有小牙型角的螺纹

ALP = 径向间隙
ALF = 牙侧间隙
对于ACME、梯形和圆形螺纹,由于作用于切削刃的压力更高且牙侧后角更小,因此,选择正确的刀垫以使刀片倾斜特别重要。
与牙型有关的牙侧间隙 (ALF)
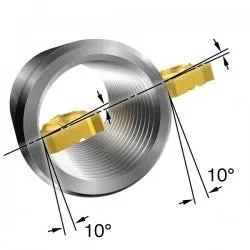
径向间隙
为了设置正确的径向间隙,刀片应在刀柄中倾斜10°或15°。为了确保获得正确的螺纹牙型,请务必将内螺纹刀片与内螺纹刀柄一起使用,外螺纹刀片与外螺纹刀柄一起使用。

刀片尺寸:
11、16和22 mm
(1/4、3/8和1/2英寸)
刀片尺寸:
27 mm (5/8英寸)