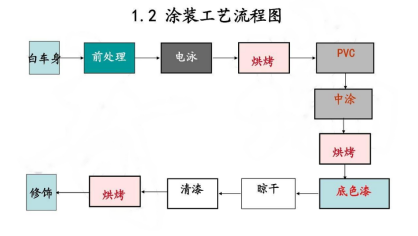

前处理
前处理的目的:
·增强涂料的附着力,延长涂层的使用寿命。
·为涂层的平整、美观、光亮创造条件。
·增强涂层和被涂物的防腐蚀能力。前处理的要求:
·被处理的表面无油污、无锈、无氧化皮、无水份(唯独电泳可湿水膜入槽)。
·无酸、碱、等附着物质的残留物。
·表面有一定的适宜的粗糙度。
·表面清洁度力争100%,并不允许裸手摸处理过的表面。
·在一定的时间内(工艺规定)涂上底漆。
表面调整
在磷化前,对钢铁表面进行化学处理,改变工件表面的微观状态,表调剂是以钛的磷酸盐为主体,表调的作用是在车身表面形成一层均匀的结晶核,有利于生成磷化膜。
磷化
车身表面经脱脂后,在含有Zn、Ni、Mn的磷酸盐溶液中,给予适宜的温度,通过化学反应在金属表面上生成一层难溶于水的金属盐薄膜的过程。
作用:提高电泳涂层的附着力,并使涂层耐腐蚀性成倍提高。
钝化
除去磷化膜表面的疏松层,并对磷化膜不完全的部分空穴进行封闭。使磷化膜的结晶细化,提高其致密性。据介绍,钝化与不钝化相比,防腐性能可以提高10%-30%。
PVC
粗密封:用PVC胶对车身较大的焊缝进行密封。作用:防腐、减震、隔热。密封质量要求(被涂焊缝严密、完整、均匀、平滑,无堆积,堵件安装到位,无漏装,沥青板铺设位置准确。)
UBS:用PVC胶对车底焊缝进行密封。作用:抗击、防腐、减震、隔热。涂层厚度要求(底板膜700±200μm ,轮罩1000±200μm)。
细密封:用PVC胶对车身较小的焊缝进行密封。作用:防腐、减震、隔热。密封质量要求(被涂焊缝严密、完整、均匀、平滑,无堆积,堵件安装到位,无漏装,沥青板铺设位置准确。)
中涂
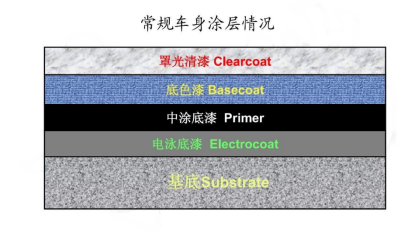
中间涂层的主要功效是改善被涂工件表面和底漆的平整度,为面漆层创造良好的基底,已提高面漆涂层的鲜映性和丰满度,提高整个涂层的装饰性和抗石击性。
工艺条件:
温度20~26℃,湿度65±3RH%,风速0.3~0.5m/s,空气压力≤0.6 Mpa,漆膜厚度(内表面总厚35~45μm,外表面总厚50~60μm,),表面质量(无明显脏点、针孔、无明显流挂、无漏喷)。
中涂烘干:
烘干时间: t=32min;工件温度:T=140-150℃;
冷却时间: t=7.8min。
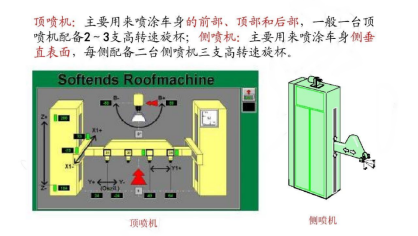
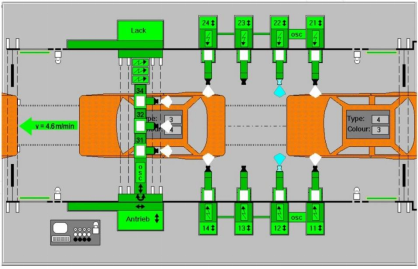
面漆
面漆和罩光清漆是汽车多层涂装中*后的涂层用的涂料,直接影响汽车的装饰性、耐候性和外观。在轿车的涂面漆和涂清漆一般采用的是自动静电喷涂(ESTA)。
涂装后处理
包括:面漆修饰、点补、检验、涂保护蜡等工序
面漆修饰(抛光打蜡):一般是手工操作,在面漆干透后直接抛光。抛光采用专用的抛光膏或极细的磨料,用法兰绒、棉布或纱布蘸抛光膏涂在被抛光漆面上,擦到获得平滑的漆面为止,后擦净漆面在摸上一些抛光蜡。
在抛光前先用水砂纸消除各种缺陷及磨平后再进行抛光,通过打磨抛光可以消除轿车面漆层的颗粒、虚烟等弊病。
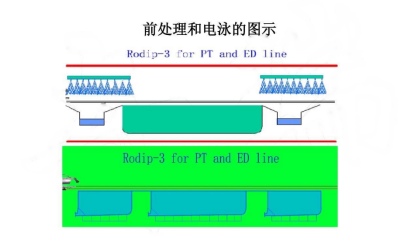
1.3涂装技术特点
Rodip-Technology是涂装一个比较突出的特点,中文可译成全旋反向浸渍输送技术。全旋是指车身可以360°自由旋转,反向浸渍是指车身入槽时旋转180°后底部向上,尾部向前反向前进的。出槽时车身在连续旋转180°变为正常方向前进。
优点:节省投资;节能、节电;节省化学品;节水;槽液污染少;节省维修费;工艺选择性强;车身质量显著提高。